

全國服務熱線
0755-23197339
0755-23197339

聯系人:肖經理
電話:0755-23197339
傳真:0755- 29859300
手機:13828771664
郵箱:aotuoshi@atus.email
地址:深圳市光明區公明街道上村社區蓮塘工業城B區第19棟101、第20棟
L6120-1型臥式拉床,存在液壓系統油液發熱過快的問題,工作第一個小時溫升明顯快,工作了兩個小時感到燙手,冬季溫升慢點。但夏季使用兩小時后就得將工作停下來,液壓系統的最高油溫不應超過60C,如果油溫再繼續升高,會出現很多問題.拉削時也易出現爬行,影響加工質量。
(一)油液發熱過快的原因
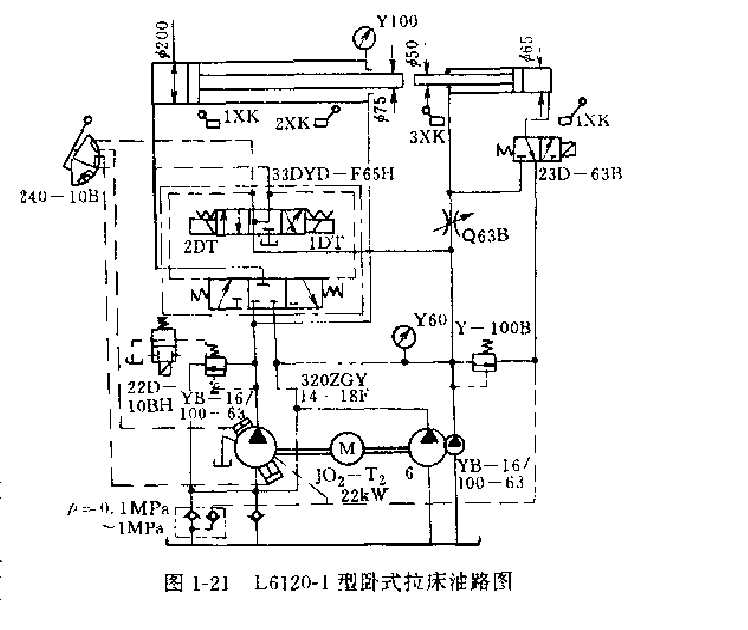
從圖1-21油路圖可知.L6120-1型臥式拉床是在長沙機床廠生產的L6120臥式拉床的基礎上改進而來的。機器采用軸流式柱塞泵之后,雖然柱塞數少了,油壓脈沖率較原設計高點,但基本上沒有因此影響加工質量、更主要的是,這種分裝式油路,大大便利了維修,從油路還可看出以下幾點。
(1)為節能,采用高、低壓兩泵。
(2)為節能,主液壓缸在拉刀返回行程采用一f差動進給,拉刀送進與返回液壓缸在送刀行程中也采用了差動進給。
(3)主泵一一高壓柱塞泵采用廠容積調速,保證了能源的合理使用。而且主泵在非工作區同溢流閥設置了遠程控制。應當說,主油路系統設計十分成功。
現在再看葉片泵系統(下稱輔油路系統)葉片泵的功能。
①供油副液壓缸,完成拉刀的進給與返回。
②供主油路系統換向閥的換向和主泵的調速(流量),
③供主泵吸油口吸油。
其中①②兩項用油量不大,而主要的流量都給了主泵吸油口,這部分油又要經過溢流閥產生0.8MPA的壓降。由于主液壓缸的油返回來又重新回到液壓泵的入口,溢流閥溢出之油又有相當一部分流回油箱或進入主泵,冷卻條件差。經過副泵溢流閥的壓降為0.9MPa,而關鍵的是經過溢流閥的流量太大,這部分損失轉換成的熱,應當設法減少。
〔二)改進意見
如前所述,主油路設計是合理的,原因之一,主泵溢流閥采用了遠程控制,在非工作行程,溢流閥保持最少的壓力損失,從而保持高效,小熱耗,那么輔油路此法是否可行呢?否,因為在拉刀送進返回工作區還要有部分油用于主油路換向與主泵巷積調速。如果將輔油路節流閥改為溢流節流閥行不行呢?固然溢流節流閥具有流量、壓力對負載的自動跟隨作用,但是它一般只適于單缸控制,現在輔油路擔負供主泵入口處的低壓油,供主油路換向與主泵容積調速,供拉刀進退液壓缸的程序運動,所以此法也不行。
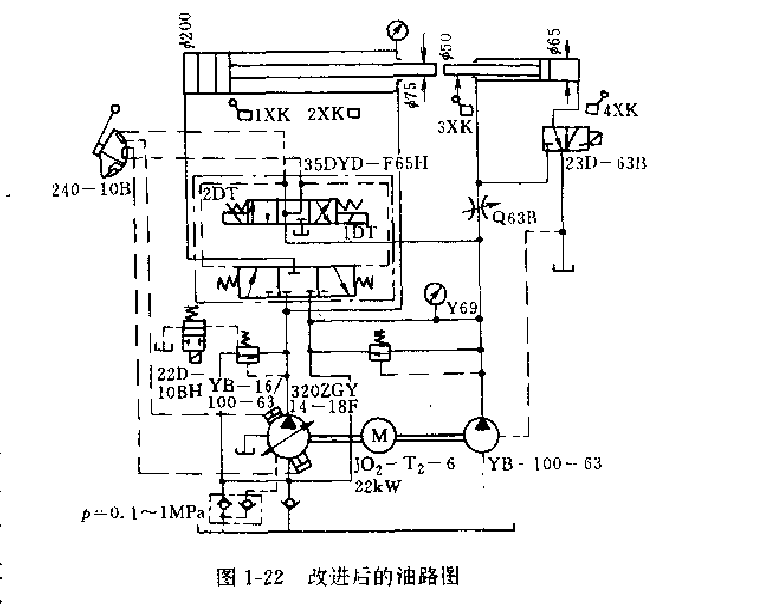
某廠采用雙聯葉片泵YB-100/16-63來代替葉片泵YB-100-63(參看圖1-22 ),流量為100L/min的泵供主泵入口;流量為16L/min的泵,供拉刀進退油缸(已能滿足說明書規定的最高線速度》與主油路系統換向及主泵容積調速,此法在拉刀進退油缸的非工作這盡管也有溢流閥損失,但流量不大,損失的熱轉變也小。
從表面上看,似乎葉片泵YB-100/16-63的驅動功率比葉片泵YB-100-63的驅動功率大,其實不然。所以不用發愁以葉片泵YB-100/16-63代替葉片泵YB-100-63之后,原液壓泵電動機會出現帶不動的現象。
由計算表明,油路經改進后,油液溫升由原方案的43 C,´降為29 C。這樣一個溫升,即使在夏天,機床也可以長期使用。
相關推薦:力士樂柱塞泵維修


1、通過電話、傳真與我公司咨詢具體故障類型,確認該機器的維修情況與基本維修價格;
2、通過我方取得快遞方式將您的液壓泵(或馬達)等快遞至我公司;
3、檢測出真正故障,電話或傳真確認維修價格;
4、我方開始維修流程,維修好試機正常使用通知客戶。
地址:深圳市光明區公明街道上村社區蓮塘工業城B區第19棟101、第20棟 電話:0755-23197339 傳真:0755- 29859300
深圳市澳托士液壓機械有限公司 版權所有 © All rights reserved 備案號:粵ICP備16093936號-1
網站地圖


