歡迎光臨澳托士(高端)液壓維修服務(wù)中心官網(wǎng)


全國(guó)服務(wù)熱線
0755-23197339
0755-23197339

聯(lián)系人:肖經(jīng)理
電話:0755-23197339
傳真:0755- 29859300
手機(jī):13828771664
郵箱:aotuoshi@atus.email
地址:深圳市光明區(qū)公明街道上村社區(qū)蓮塘工業(yè)城B區(qū)第19棟101、第20棟
解決Y4232C型剃齒機(jī)是齒輪精加工設(shè)備,其共作臺(tái)換向沖擊和爬行對(duì)齒輪加工質(zhì)量有一定的影響。根據(jù)成產(chǎn)中反映出來(lái)的問(wèn)題,某廠對(duì)機(jī)床進(jìn)行了改進(jìn),現(xiàn)有澳托士為大家介紹下。
一、工作臺(tái)的換向沖擊以及油路改進(jìn)
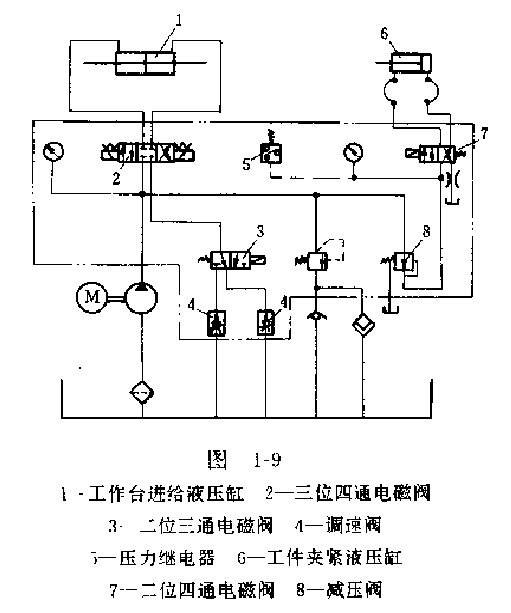
所謂工作臺(tái)換向沖擊是指工作臺(tái)在往復(fù)運(yùn)動(dòng)中換向時(shí)所產(chǎn)生的液壓沖擊。由原液壓系統(tǒng)(參看圖1-9)可見(jiàn),在液壓缸1的回路上采用三位四通電磁換向閥2,兩只調(diào)速閥4并聯(lián)置十二位三通電磁閥3之后,作回油調(diào)速用,以實(shí)現(xiàn)粗、精剃齒。由于電磁閥換向速度過(guò)快和調(diào)速閥并聯(lián)等原因,使工作臺(tái)在換向和變速時(shí)產(chǎn)生較大的液壓沖擊,并由此造成換向位置的較大沖出量。規(guī)定允差為U, 2mm,而實(shí)際達(dá)。. 7mm。由于在整個(gè)剃齒過(guò)程中,刀具與工件始終是嚙合著的。工作臺(tái)沖出量大時(shí),將導(dǎo)致刀具與工件接觸位置變化過(guò)大,對(duì)全齒加工精度和齒面表面粗糙度都有一定影響。為了克服這種缺陷.某廠對(duì)原液壓系統(tǒng)進(jìn)行了調(diào)整和改進(jìn)(參看圖1一10)。
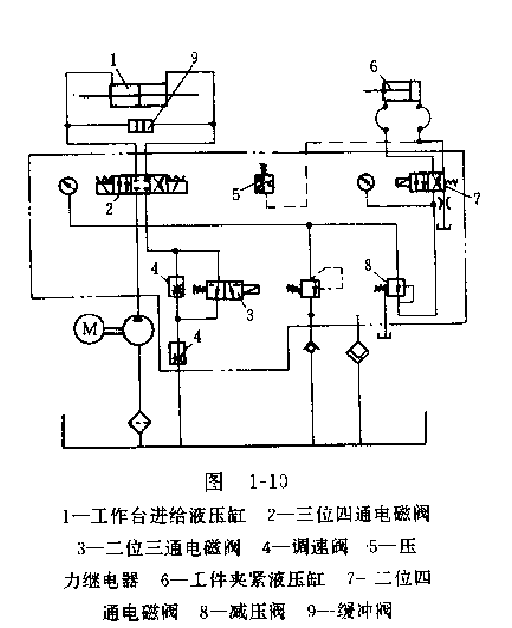
(l)將原來(lái)并聯(lián)的兩只調(diào)速閥4改成串聯(lián),這祥.使粗、精剃齒速度變換較為穩(wěn)定,避免了瞬時(shí)背壓過(guò)高的缺點(diǎn)口
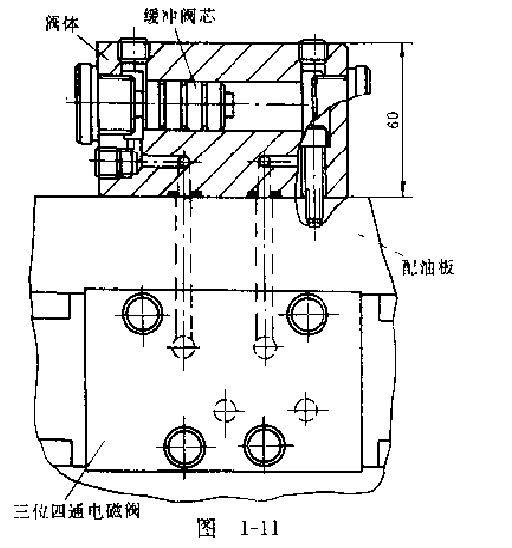
(2)在三位四通電滋閥2與工作臺(tái)進(jìn)給液壓缸1之間增設(shè)一個(gè)小緩沖閥9(參看圖1-10),安裝在配油板的頂面上(參看圖1-11)。此閥為‘一浮動(dòng)閥芯,閥芯的直徑和行程與工作臺(tái)進(jìn)給液壓缸的直徑和最大進(jìn)給沖出量相匹配。當(dāng)換向壓力瞬時(shí)升高時(shí),經(jīng)緩沖閥芯作用,減弱了進(jìn)給液壓缸活塞的急沖,而使工作臺(tái)獲得平穩(wěn)的往復(fù)運(yùn)動(dòng)。
(3)調(diào)整壓力繼電器的位置。將原來(lái)置于減壓閥8和二位四通電磁閥7之間的壓力繼電器}3移至二位四通電磁閥與工件夾緊液壓缸6的頂緊腔之間。這樣,使壓力繼電器只反映夾緊液壓缸的頂緊腔的壓力大小,吏有效地起安全保護(hù)作用。
二、工作臺(tái)爬行的解決
從多臺(tái)機(jī)床的試驗(yàn)結(jié)果表明,工作臺(tái)爬行的土要原因如下:
(1)工作臺(tái)進(jìn)給液壓缸連接剛性不足。工作臺(tái)的往復(fù)運(yùn)動(dòng)主要由進(jìn)給液壓缸來(lái)實(shí)現(xiàn)。為廠保證活賽桿運(yùn)行自如,在原裝配工藝中規(guī)定,活塞桿與支架連接的螺母端面應(yīng)保留0.1mm的間隙口但試驗(yàn)證明,這一規(guī)定在實(shí)際使用中是無(wú)益的。由于活寨桿和支架剛性比較弱.在活塞桿與支架處于間隙連接狀態(tài)下,隨著液壓缸的液r}脈功和活塞桿的變形,致使工作臺(tái)產(chǎn)生爬行問(wèn)題。在解決爬行過(guò)程中、除了采取提高活塞桿與支架、支架與工作臺(tái)滑座、液壓缸體與床身的接觸有關(guān)形位公差要求之外,還消除廠工藝規(guī)定的問(wèn)隙,分別將兩頭的活塞桿與交架同時(shí)并緊。
(2)床身與工作臺(tái)滑座導(dǎo)軌副的間隙調(diào)整得過(guò)緊。在試驗(yàn)中,發(fā)現(xiàn)塞鐵的調(diào)整一般不宜過(guò)緊,間隙可控制在0.015mm—0.03mm之內(nèi),這時(shí)工作臺(tái)運(yùn)行是正常的、否則會(huì)引起工作臺(tái)爬行。但是,導(dǎo)軌間隙也不宜調(diào)整得過(guò)松,過(guò)松也會(huì)影響剃齒的表面粗糙度。此外,導(dǎo)軌的潤(rùn)滑也需注意。


1、通過(guò)電話、傳真與我公司咨詢具體故障類型,確認(rèn)該機(jī)器的維修情況與基本維修價(jià)格;
2、通過(guò)我方取得快遞方式將您的液壓泵(或馬達(dá))等快遞至我公司;
3、檢測(cè)出真正故障,電話或傳真確認(rèn)維修價(jià)格;
4、我方開始維修流程,維修好試機(jī)正常使用通知客戶。
地址:深圳市光明區(qū)公明街道上村社區(qū)蓮塘工業(yè)城B區(qū)第19棟101、第20棟 電話:0755-23197339 傳真:0755- 29859300
深圳市澳托士液壓機(jī)械有限公司 版權(quán)所有 © All rights reserved 備案號(hào):粵ICP備16093936號(hào)-1
網(wǎng)站地圖


