

全國服務熱線
0755-23197339
0755-23197339

聯系人:肖經理
電話:0755-23197339
傳真:0755- 29859300
手機:13828771664
郵箱:aotuoshi@atus.email
地址:深圳市光明區公明街道上村社區蓮塘工業城B區第19棟101、第20棟
MQ135OA外圓磨床適用于批量生產零件的精加工。為提高生產效率,當快進轉工進時,該磨末設計有砂輪架快速進給自動切入磨削功能,快速進給液壓系統的重復定位精度為0.02mm。
某廠曾購置兩臺該磨床,但使用不久即發現故障:(1)砂輪架快速進給爬行;(2)重復定位精度超差高達0.1mm-0.2mm;(3)手動進給反向空行程道高達0.5mm。上述故障的發生均無規律,并且多次出現造成產品報廢。針對以上情況,進行了原因分析和調試并收到良好效果。由干這種類型故障在該類型機床中比較常見,現將調試情況介紹如下。
(一)故障原因分析
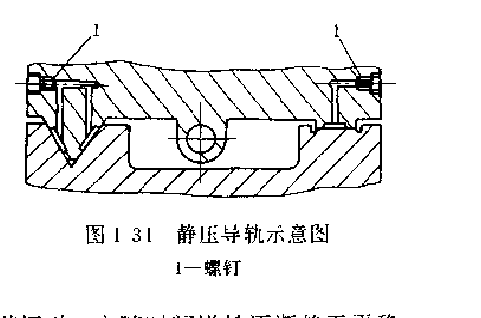
根據該機床進給系統滑動副是靜壓導軌這一特點(圖1-34).首先確定爬行是靜壓導軌工作狀態不良所致,經初步檢查發現,在平導軌一側的小孔節流阻尼螺釘1由于制造廠裝配質量問題己把油路堵死,使該側導軌沒有潤滑油供給.而V型一導軌的靜壓潤滑供油止常。兩條導軌摩擦力相差懸殊,所以產生爬行。在排除上述故障后對砂輪架外部進行檢查,沒有找到引起重復定位誤差和反向空行程超差的原因。同時在進一步試車時發現。當兩側導軌潤滑油暢通后,砂輪架在進給時卻產生振動。
經仔細觀察,初步確定振動原因是由于靜壓導軌副中的油膜振蕩所致。從理論上分析,可將導軌副中油膜看成一彈性元件,在動態過程中由干系統在起動時自身的干擾,形成了自激振蕩,其振型可簡化為二階阻尼簡諧振動,它隨時間增長逐漸趨于平穩。為排除故障,對靜壓導軌供油部分進行檢查,發現在平導軌一側,原設計用來產生靜壓導軌油腔壓力差,以提高油膜剛度的小孔節流型阻尼螺釘漏裝(螺釘阻尼孔徑0.5mm )·補裝上后繼續試車,振動即消除。
(二)調試方法
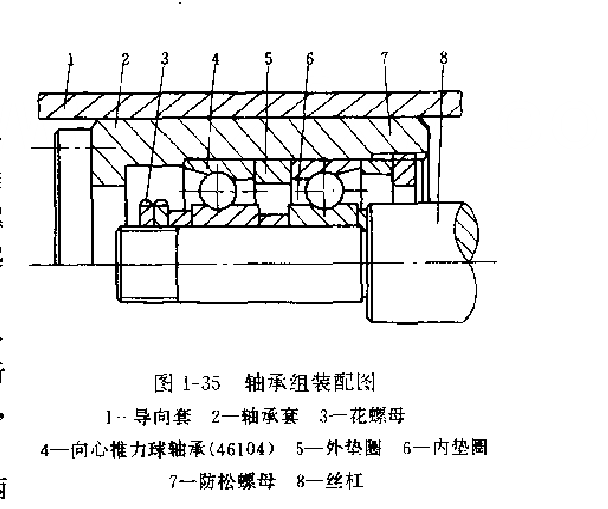
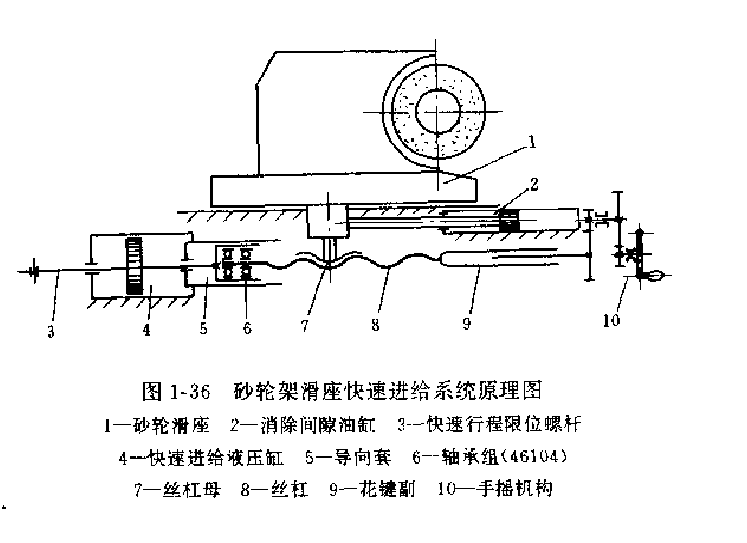
在查找重復定位精度超差和手動空行程超差這兩項故障原因時,對機床傳動鏈進行了分析。故障原因可能發生在由兩個46104向心推力球軸承組成的絲杠定位系統或是消除傳動螺母間隙機構。為此將砂輪架快速進給滑座吊起后進行檢查。為了消除絲杠定位系統可能存在的游隙,首先對兩個軸承(圖1-35)的預緊力重新進行了調整,使裝配后的軸承游隙不大干0.01mm,并確保靈活。分解檢查后的結果表明,故障雖反映在兩項定位超差上,但實質卻是傳動螺母副的消除間隙機構失靈。由圖1-36可看出。消除螺母間隙的動作是由一個消除間隙液壓缸來完成的。
在上述分析基礎上進行模擬試驗,當分別調節供油壓力和流量。使兩側靜壓導軌的油膜懸浮抬起高度為0.005mm-0.01mm時(用千分表測量),導軌呈靜壓潤滑狀態,摩擦阻力很小,此時消除間隙液壓缸推動上滑座動作靈活,檢查手動進給反向空行程明徽減小為0.005mm-0.01mm,證明分析正確。根據試驗結果。調整了靜壓導軌供油狀態,徹底排除了故障。
需要說明的是,在調試中,靜壓導軌的潤滑油流量和系統穩定性是密切相關的。在供油壓力不變前提下,當供油量大時,導軌呈現充分的靜壓潤滑狀態,但同時由于油膜厚度增加(增加量可用表測量出來),系統剛度下降,在磨削時容易產生振動波紋,這一點在精磨時尤其要注意。具體解決辦法:用干分表同時測量滑座的四個角并調節供油壓力和流量使之浮起0.01mm-0.02mm,并分別調節阻尼螺釘使四個角千分表讀數一致,然后根據經驗再調小流量,并固緊節流閥位置,以防止使用中松動。這種調節方法需反復試驗幾次才能調至最佳狀態。
在調試后的計算表明,機床砂輪靜壓導軌副在邊界潤滑狀態下的靜摩擦力與消除間隙液壓缸設計推力近似相等,此時液壓缸無法推動螺母副消除間隙,這就是故障產生的真正原因。只有在良好的靜壓潤滑狀態下。液壓缸作用力才能大于靜摩擦力,起到消除螺母間隙的作用。
(三)使用效果
故障排除后,該磨床不僅快速進給重復定位精度保持在小于0.02mm,而且手動進給反向空行程也小于0.005mm ,滿足了機床在快速進給自動切入磨削過程中的重復定位精度要求。該機床恢復正常使用后,效果良好,滿足了生產工藝要求、大大減少了廢品率。使用半年后,此故障又重復出現,經查是阻尼孔堵塞,消除后恢復正常。
相關閱讀:減速機維修


1、通過電話、傳真與我公司咨詢具體故障類型,確認該機器的維修情況與基本維修價格;
2、通過我方取得快遞方式將您的液壓泵(或馬達)等快遞至我公司;
3、檢測出真正故障,電話或傳真確認維修價格;
4、我方開始維修流程,維修好試機正常使用通知客戶。
地址:深圳市光明區公明街道上村社區蓮塘工業城B區第19棟101、第20棟 電話:0755-23197339 傳真:0755- 29859300
深圳市澳托士液壓機械有限公司 版權所有 © All rights reserved 備案號:粵ICP備16093936號-1
網站地圖


