

全國服務熱線
0755-23197339
0755-23197339

聯系人:肖經理
電話:0755-23197339
傳真:0755- 29859300
手機:13828771664
郵箱:aotuoshi@atus.email
地址:深圳市光明區公明街道上村社區蓮塘工業城B區第19棟101、第20棟
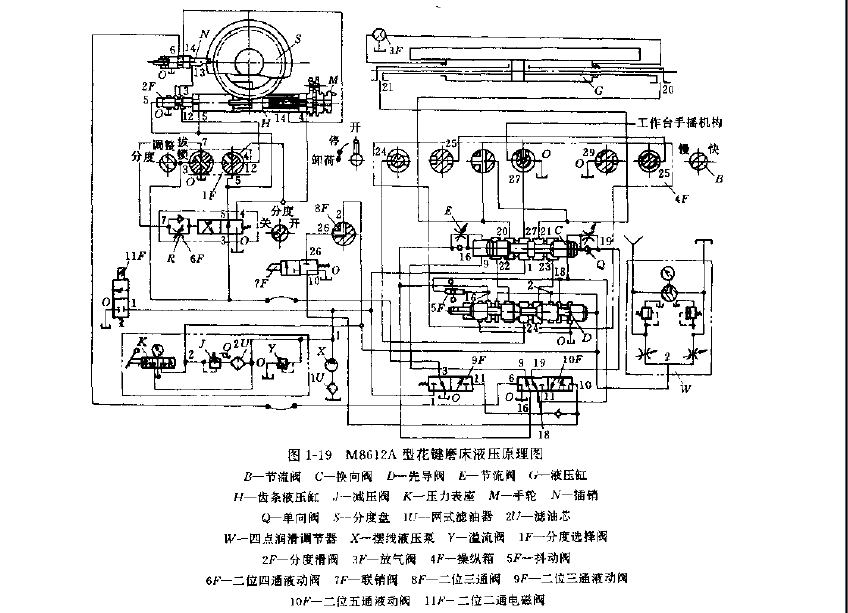
M8612A型花鍵磨床的各種動作是采用機械、電氣、液壓聯合傳動的,據用戶反映的疵病及故障,液壓方面較多。根據多年來在制造和修理該機過程中所遇到的各種問題及液壓故障排除方法,結合液壓原理圖〔參看圖1-19)介紹如下。
〔一)工作臺停不住
工作臺的調速閥刀雖處在標牌上慢檔位置,但工作臺仍在運動,出現工作臺停不住的現象,其產生原囚和排除方法如下。
(1)液壓缸及操縱箱上的接頭體或油管可能有漏油現象,應旋緊該處的管接頭。
(2)當放氣閥3F未關上或液壓缸G上的小塞子被沖掉時,也會產生工作臺停不住現象。
(3)如果操縱箱與操縱板的接合處出現漏油情況,應調換操縱箱的紙墊。
(4)操縱箱卜的四只螺母(M10)有松動時,會產生少量漏油,也會引起工作臺停不住現象。
(5)液壓缸G內的Y形密封圈可能有漏油,應及時更換Y形密封圈。
(二)工作臺爬行
(1)液壓缸內有氣體浸入,則應打開3F放氣閥,放氣數秒鐘后即關上。
(2)由于放氣閥3F中的小孔被污物阻塞,使放氣閥不起作用,則應拆下3F,觀察其小孔是否暢通。
(3)液壓缸G的拉桿不直,工作臺運動時其阻力增加,也會產生爬行,則必須拆下液壓缸,把閥塞和拉桿從液壓缸內拆出,測量拉桿和閥塞的精度,并進行校正。
(4)油箱有氣泡,說明液壓泵吸油管或液壓泵接頭螺紋有松動,使液壓泵在吸油的過程中吸入了空氣。造成爬行。
(5)工作臺導軌的潤滑情況不佳,會影響到工作臺的運動。因此,必須要有足夠的潤滑油進入導軌面。
(6)工作臺齒條與手搖機構的齒輪嚙合調整得過緊,也會引起工作臺運動時的爬行。

(三〕有高頻噪聲
該噪聲一般是由于氣流或液流通過小孔或縫隙所產生,所以應從下列幾方面著手檢查和修理。
(1)液壓泵吸油口的過濾油有污物堵塞,應拆下清洗。
(2)液壓泵吸油口接頭處密封不嚴漏氣。修理時應擰緊接頭處;若擰緊后仍密封不嚴,可將接頭螺紋處纏上一圈聚四氟乙烯生料帶,擰緊接頭后即可。
(3)溢流閥Y有污物或閥體上有毛刺,應拆開清洗,毛刺處可用細砂紙打光,使閥芯能自由落入閥體內為佳。
(四)工作臺有換向沖擊
(l)液壓缸G拉桿兩頭的鎖緊螺母未擰緊,有松動現象,則會產生沖擊。
(2)換向閥C兩端的節流閥F,若未調整好,也會產生工作臺往復運動的沖擊現象口
(3)換向閥C兩端的單向閥Q不起作用,也會造成沖擊。這主要在單向閥孔內有污物或鋼球與錐孔口處接觸不良,從而導致單向閥失靈。檢查時,單向閥孔口用圓錐沖一下.然后清洗,裝上即可。
(4)當工作臺換向時,先導閥D上的制動錐起緩沖作用。當制動錐不起作用時,應采取的具體措施是:單配先導閥,縮短制動錐。
(五)分度故障
(1)分度慢或有停頓現象:主要是二位四通液動閥6F的閥芯移動太慢而造成的。檢查時,可觀察該閥工作情況、一般當液動閥6F蓋板上的節流閥螺釘有絨毛頭阻塞時,會出現此種現象,因此只要把該處拆洗一下就可解決。
(2)分度太快或不準:分度太快或者亂分度,以及尚未轉到所需的分度位置時,插銷就插向分度板。出現此種情況可以從下述幾處著手檢修。
①液動閥6F蓋板上的單向閥不起作用。因此只需在單向閥孔中用鋼球沖擊一下 ,使鋼球與孔口接觸良好即可。
②分度齒條液壓缸H的行程未調好,致使分度板的轉角不符合所需要的分度角度,也會引起}飛述故障。
(3)突然出現亂分度現象
①該現象出現在分度結束后,插銷N雖很快插入槽口.但不完全落入槽內口主要由于手輪M沒有完全調整好,因此檢修時,只需調整分度齒條液壓缸H的行程(調整手輪M)。
②機床液壓油的油溫升高,油的粘度變稀,從而引起分度動作失常。對于此種情況的處理,是按機床液壓油的油溫高低來決定的。初開車時,油溫低,可通過手輪M調整分度撥銷N.使落銷時滑移略微長一些。當油溫處于正常后,再通過分度齒條油缸H上的手輪M,來調整滑移量。
(4)分度失去控制:需要分度時,分度液壓缸不分度,而工作臺仍作往復運動,可以按下述辦法檢修。
①若減壓閥J的壓力太低或無壓力時、則會引起該種現象出現。檢修時,可調整減壓閥J,使其達到一定壓力。
②液動閥10F內有污物堵死,致使分度液壓缸無壓力油推動。檢修時,拆洗液動閥10F后即可修復。
(5)工作臺停在左方,分度液壓缸卻不分度
①液動閥9F內可能有污物堵死,分度時使壓力油不能進入分度液壓缸,致使分度不能進行。檢修時,可拆洗液動閥9F即可。
②若液動閥6F內有污物卡住,閥桿彈簧不能復位,則分度動作就不能進行,修理時應該拆洗。
③插銷萬被卡住或有污物,因此,油液推不動播銷,致使分度動作不能進行。對此情況應清洗插銷N,使其在閥體內移動輕便靈活。
(6)另一種分度不準現象:分度活塞H的行程調整得正好,插銷N和液動閥6F及液動閥9F的動作也都正常,而有時卻出現分度不準的現象。對于這種情況的出現,說明機床液壓元件的動作皆正常,可能是機械部分的外力與液壓系統未調整好,聽以,應從下述幾處著手檢修。
①頭架內的單向超越離合器是否起作用,可把分度選擇閥1F放在撥銷位置,用手擺動單向超越離合器齒輪,發現有間隙的話,只要調換超越離合器中的圓柱就行了。把圓柱直徑放大0.10mm-0.l5mm.
②頭架分度盤外圓.仁的定位阻尼塊,可能不起作用,因此,分度盤回轉時過了頭。檢修時.叮用螺釘旋具旋緊螺釘,加大彈簧壓力,使插銷在恰當位置落入分度槽內,達到準確的分度要求。

(7)分度完畢后,工作臺不返回
①液動閥10F卡住不動,應拆下清洗。
②抽銷N沒有完全落入分度板槽內,致使油路未接通。檢修時,可以通過手輪M來調整齒條活塞H的行程,使其正好滿足插銷N插入分度盤槽內。或者調整液動閥6F上的節流閥螺釘。
③插銷N經過一段時間的使用,有時會產生毛刺或磨損,引起插銷端部與撥銷活塞體之間的尺寸改變。因此,會使油路不通,以致工作臺不能返回。檢修時,可調換插銷.若磨損情況不太嚴重的話,可以將插銷進行修復。
(8)另一種亂分度情況:有時還會發生亂分度或工作臺停不廠多長時間又返回的現象,出現該種情況可作如下檢修。
①減壓閥J的小孔處有污物游動,致使壓力有時正常,有時卻突然下降。檢修時可拆下減壓閥清洗。
②精過濾器孔被絨毛或污物堵住。檢修時,只需清洗過濾器即可。
③當頭架亂分度后,工作臺仍運動。出現此種情況,是管道漏油。少量漏油使工作臺停留不久就返回;大量漏油會使工作臺不停就返回,也就是頭架動作與工作臺返回相互沒有聯鎖,此現象應檢查操縱箱上油管18,19和液動閥10F上的油管18. 19漏油情況.
④頭架分度盤出現連續分度,而工作臺不動,或頭架分度兩次到三次,工作臺才開始返回。產生該情況的原因是油管6處有漏油口
相關推薦:葉片泵維修


1、通過電話、傳真與我公司咨詢具體故障類型,確認該機器的維修情況與基本維修價格;
2、通過我方取得快遞方式將您的液壓泵(或馬達)等快遞至我公司;
3、檢測出真正故障,電話或傳真確認維修價格;
4、我方開始維修流程,維修好試機正常使用通知客戶。
地址:深圳市光明區公明街道上村社區蓮塘工業城B區第19棟101、第20棟 電話:0755-23197339 傳真:0755- 29859300
深圳市澳托士液壓機械有限公司 版權所有 © All rights reserved 備案號:粵ICP備16093936號-1
網站地圖


